Conveyors
The Best Way to Move Products Accurately in Food Packaging Areas
High-Performance Conveyors for Food Packaging
At UK Food Packaging Machinery, we provide a wide range of high-quality conveyors designed to optimize the efficiency of your food packaging line. Our conveyors are engineered for durability, precision, and flexibility, ensuring seamless integration into various production environments.
Types of Conveyors We Offer
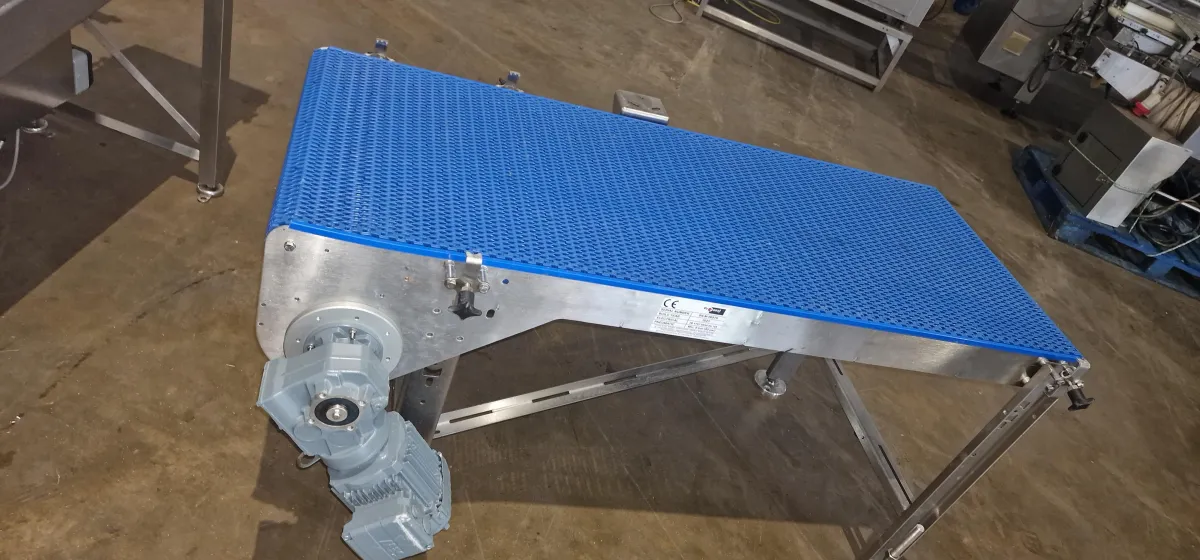
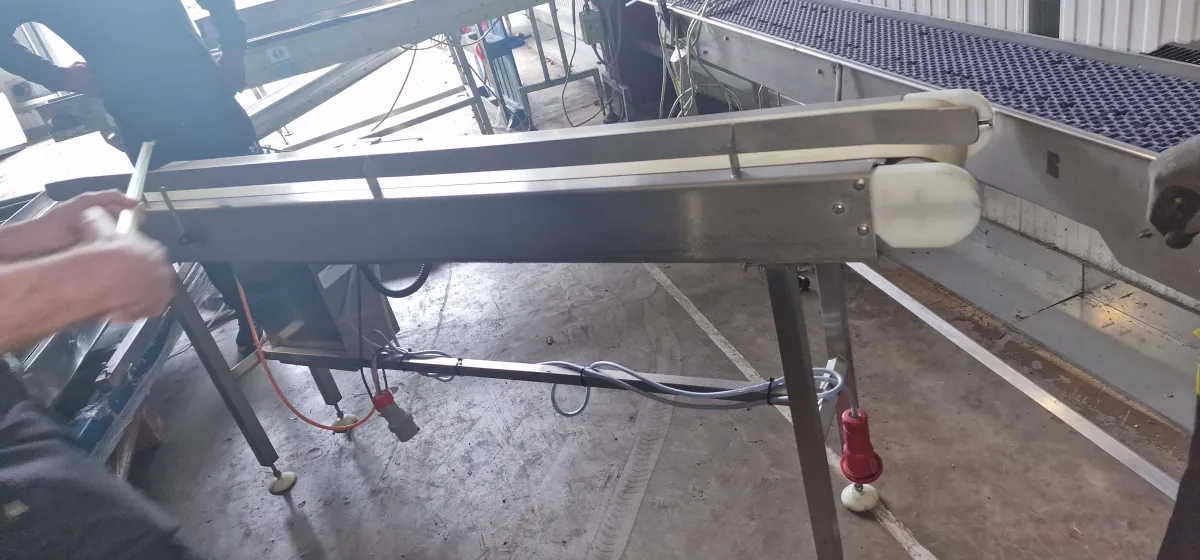
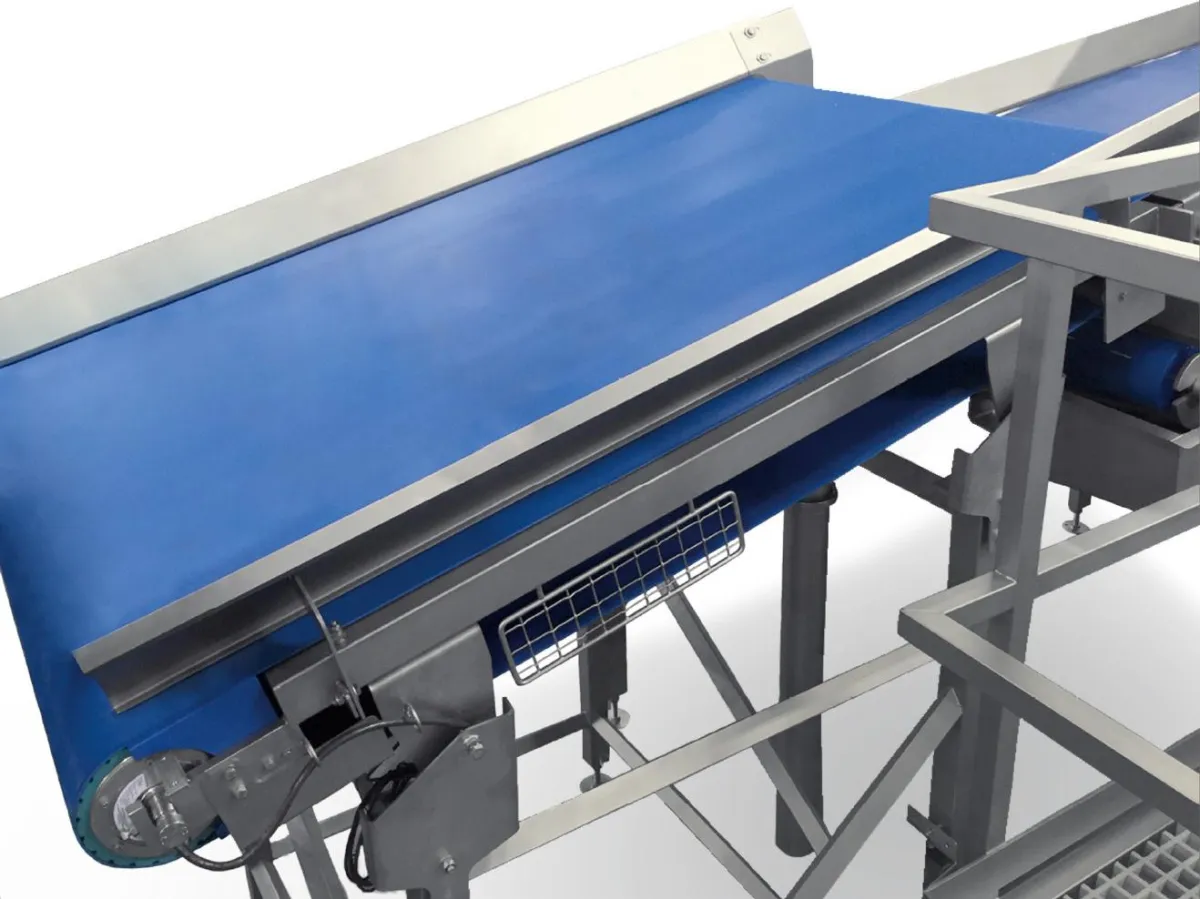
Belt Conveyors
Ideal for transporting packaged and unpackaged food items across various stages of production.
Benefits: Offers smooth and consistent movement, reducing product handling time and minimizing damage.
Technical Specifications: Available with adjustable speeds, various belt materials, and customizable lengths.
Roller Conveyors
Perfect for heavy-duty items and bulk packaging that require easy transfer between different processing stages.
Benefits: Provides reliable transportation of goods with minimal maintenance.
Technical Specifications: Includes options for gravity rollers, powered rollers, and modular designs for flexible layout configurations.
Modular Conveyors
Best suited for complex production lines requiring flexible layouts and easy reconfiguration.
Benefits: Modular design allows for quick adjustments and expansions, optimizing space and workflow efficiency.
Technical Specifications: Available in various modular designs, with easy-to-clean components meeting hygiene standards.
Why Choose Our Conveyors?
Enhanced Productivity: Our conveyors ensure efficient and continuous product movement, minimizing downtime and maximizing throughput.
Customizable Solutions: Tailor your conveyor system to meet specific production requirements, including length, speed, and layout.
Durability and Reliability: Built with high-quality materials, our conveyors are designed for long-lasting performance in demanding environments.
Hygienic Design: Easy-to-clean components ensure that all conveyors meet the highest food safety standards.
Energy Efficiency: Our conveyors are engineered to minimize energy consumption, helping reduce operational costs.
Conveyors For Sale
For information and pricing
Additional Conveyors Available
Linak Blue Rollers
Nikodan Blue segmented Conveyor Blue
Norcroft Trading Co Blue scaled Conveyor Belt Roller
Sorma CERNITA 600x2000 Conveyor Belt Roller
Sorma Nastro 150x4000 Conveyor